
Oferta maszyn i urządzeń do szlifowania i polerowania firmy IMM Maschinenbau (dawne METABO) jest podzielona ze względu na różne obszary zastosowań, a w ramach każdego z obszarów na poszczególne typoszeregi.
W przypadku maszyn do szlifowania na pasach ściernych lub tzw. pasach bezkońcowych, maszyn do szlifowania kontaktowego i maszyn do polerowania, typoszeregi składają się z typów podstawowych i elementów wyposażenia dodatkowego, takich jak:
Możliwość szybkiej i łatwej wymiany osprzętu oraz elementów wyposażenia dodatkowego maszyn IMM, zapewnia ich ekonomiczne wykorzystanie przy obróbce różnych rodzajów detali. Przy doborze mocy napędu, rodzaju budowy i wyposażenia dodatkowego urządzeń IMM, należy wziąć pod uwagę wielkość i kształt obrabianego detalu jak również wymaganą szerokość roboczą.
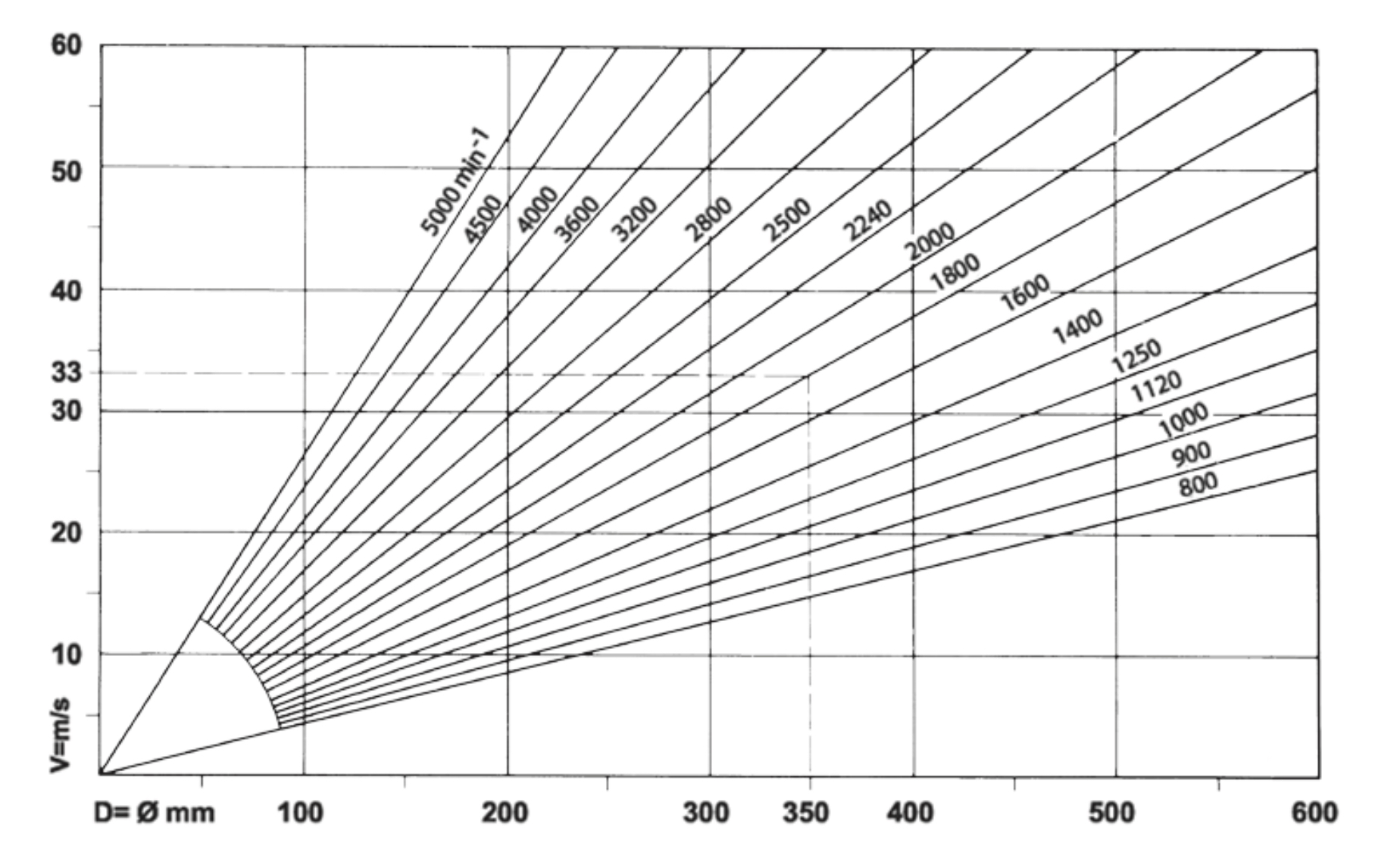
Prędkość obrotowa wrzecion roboczych, a zarazem prędkość robocza pasa ściernego lub tarczy polerskiej musi być dopasowana do rodzaju materiału, z którego wykonany jest detal przeznaczony do obróbki.
Przy doborze maszyny do szlifowania i polerowania IMM Maschinenbau należy wziąć pod uwagę następujące czynniki:
Nastawy dla prędkości obróbki dla poszczególnych materiałów:
Patrz również tabela poniżej
Sprawdź nasze pozostałe wpisy w Bazie Wiedzy:
Czy warto zainwestować w robota
Praktyczne aspekty doboru polerki
Jak wypolerować ręcznie stal nierdzewną na lustro
Kiedy wybrać urządzenie korytowe, wibrator rynnowy do obróbki wibrościernej
Jakie urządzenia wybrać do szlifierni
Na co zwrócić uwagę przy wyborze dobrej szlifierki taśmowej
Czym zastąpić mikrokulki szklane
Post Processing - przetwarzanie końcowe, obróbka detali drukowanych 3D
Szkiełkowanie, czyli wykorzystanie mikrokulek szklanych w obróbce strumieniowo-ściernej
Oczyszczanie wody z ocieru szklanego w przetwórstwie szkła
Dobór odpowiednich maszyn do szlifowania i polerowania metalu
Odpowiedni dobór środków technologicznych
Najczęściej zadawane pytania dotyczące procesów obróbki wibrościernej
Na czym polega technologia obróbki wibrościernej
Systemy recyklingu, oczyszczanie wody potechnologicznej, centryfugi Rösler
Wstecz